Arrives, sooner or later, the time when the
clutch start to slip, causing an excessive overheating of the disk and generating thermal stress which may lead to the formation of hard spots, warpage and cracks on the flywheel.
At this point it is better not to wait longer and it is necessary to
replace the clutch.
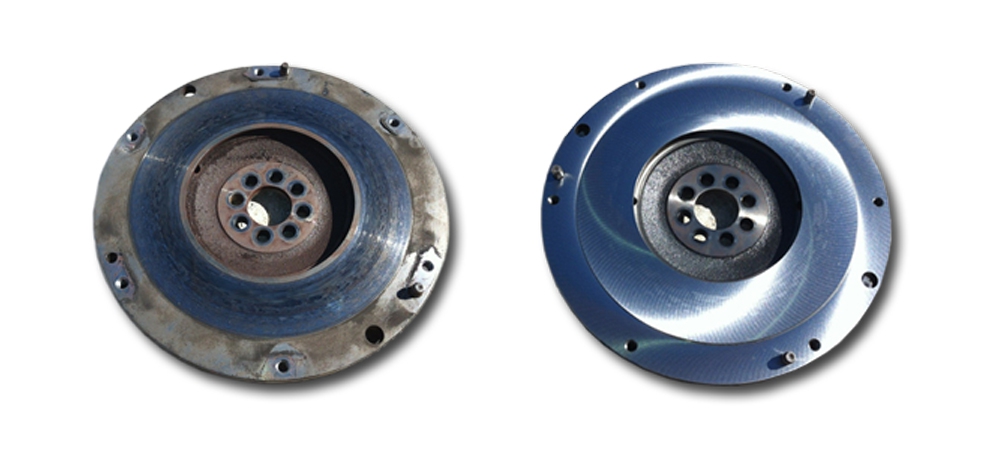
But most of the time this is not enough, and a careful
inspection of the flywheel is required, to detect any damage and to intervene with a
grinding procedure, also to safeguard the warranty of the clutch, which would otherwise be invalidated by many clutches manufacturers, in case the flywheel has not been rectified.
To proceed with the repair of the flywheel there are basically two procedures:
- Turning by tool
- Grinding through abrasive wheel
Between the two, the one suggested by the professionals is definitely the latter, although someone prefer to use both of them, performing
roughing operation with the tool first, and than complete the
finishing by the grinding wheel.
Generally the flywheels are made of cast iron, which are preferentially grinded in soft stone wheels, while in the less frequent cases the flywheel is constructed of steel, therefore it is more appropriate to use an hard stone grinding wheels.
Another important detail is the use of the correct ratio of
coolant mix, as generally recommends the coolant manufacturer.
An excessive dosing of the product might compromise the right surface finish, contrarily it could generate too much heat during the working process and causing the formation of rust on the grinded surface.
Despite some operator carries out machining of the flywheel on lathes or heads resurfacer, just adapted in some way for the purpose, it is certainly recommended the use of a specific machinery for such processing and
Comec proposes two models:
RTV530 and
RTV600.
The
RTV530 is designed for a light duty, mainly oriented on the
reconditioning of flywheels and pressure plates of
cars and
commercial vehicles.
The
RTV600 thanks to the strong design and the high power of the main engine, is suitable for heavy use, especially for flywheels and clutch plates of
commercial vehicles.
In order to make more rapide and precise the grinding operation, the workpiece fixing system on the turntable it is particularly fast and accurate in both models.
In addition, for the
RTV600 it has been developed the
RTV577 turning motorized device that allows you to perform a preliminary smoothing of the surface with a cutting tool, in order to level it and prepare it for the final finishing.
Further accessories, like the Conical sector type grinding wheel
RTV594 and the Corner cutting tool for recessed flywheels
RTV574, make these Flywheel and clucth plate grinding machines extremely versatile and customizable.
If you would like more information regarding the
RTV600, working procedures or equipment for the flywheels machines, please write to
comec@comecpn.com.